

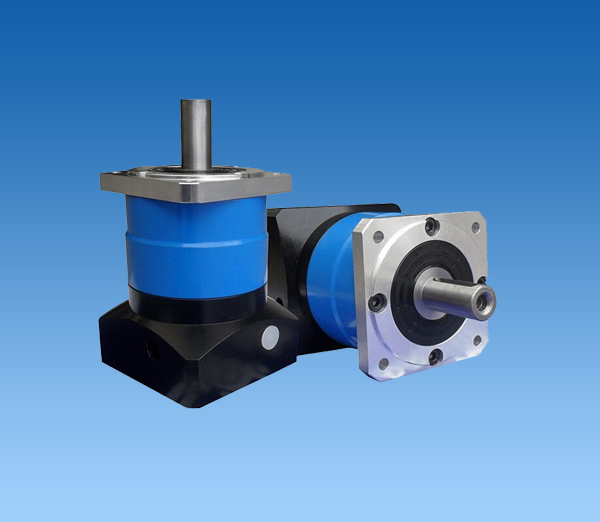
�a(ch��n)Ʒ������ �Ϻ��Z�V�p�ٙC(j��)�S���a(ch��n) Sϵ��б�X݆݆�U�p��

�a(ch��n)Ʒ���c(di��n)��

T�����F�X݆�Q�����a(ch��n)Ʒ���c(di��n): &
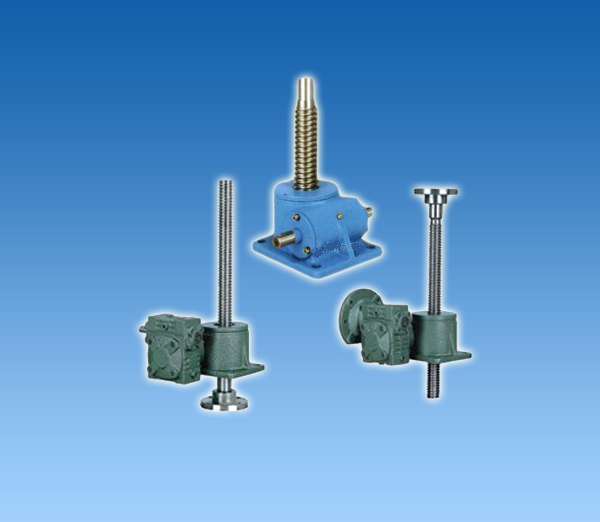
�a(ch��n)Ʒ���c(di��n): �Ϻ��Z�V�p�ٙC(j��)�S���a(ch��n) SWL�z�U�����C(j��)

ʹ�÷�����
�a(ch��n)Ʒ�f���� 1����ݔ���������Ҫ�ЃɷN��ֱ��

���˴_���Q������һ��(g��)�L���\(y��n)�D(zhu��n)�������ڼӹ��Q�����ĕr(sh��)��(y��ng)�eע�����ׂ�(g��)���档 a���Q������ɱ���Ĵֲڶ�:����̼ˢ���ړQ��������ȿ�����ƽ��(w��n)���\(y��n)�У��Q�����ı�������һ���� ��ȸ߶ȣ���(j��ng)�(y��n)���������˱���a(ch��n)���^���Ħ��ϵ��(sh��)���Q�����������S��y ���r(sh��) �ķ�ȸ߶Ȟ� �r(sh��)����ѣ����@��(g��)�߶ȵ�ǰ�}�£�܇���y��(sh��)Խ��Խ�á�ͬ�r(sh��)���Q�������S��������(g��)�~Ƭ�L���ϑ�(y��ng)ԓ��ƽ��(w��n)���\(y��n)�У�����Q�����ı���̫�⻬��̼ˢ�ړQ���������\(y��n)�е�Ħ��ϵ��(sh��)�͕�(hu��)�������������ж��l(f��)�����������@�N��r�£��Q��������Ͳ����γ������Ľ�������Ĥ���|�ӣ�늻�(hu��)ʹ�Q ��������Ϳɫ�������Ķ�����̼ˢ��ĥ�p���кõ�һ�N��r�ǣ����@�N��r��?li��n)Q �����Еr(sh��)��(hu��)��?y��n)��늶�׃�ôֲ����������m(x��)һ�Εr(sh��)�g��̼ˢ��K��(hu��)׃��ƽ��(w��n)���\(y��n)�С�������(sh��)��(hu��)��?y��n)��@�N��ƽ��(w��n)���\(y��n)��ʹ�Q����׃�ò��A��̼ˢ��(hu��)�ܿ�ĥ�꣬�Ķ�ʹ�R�_(d��)���������˱��C�Q����������ϣ���ķ�ȸ߶ȣ���횿���܇���r(sh��)܇���ĽǶ�/�ߵ��ٶȺ��M(j��n)�o���� ���҂���˾��܇���ĽǶ���Ҫ�Ѓ� ���ߵ��ٶ���ÿӢ�� 300r�� 600r�� 700r�� 1000r �ȣ��M(j��n)�o�����һ���� 0��05-0��10mm�� ���N���y������Ҫ�����±���ʾ��܇����Ƕ������y��(sh��)��ɱ��� (Rz) ����߀������ɰ����ĥ�Q����������_(d��)��ϣ���ēQ��������Ĵֲڶȣ�һ�����x��ij�N��̖��ɰ����Ҏ(gu��)����ĥ�Q�����ĕr(sh��)�g���_(d��)��ϣ����Ч���� b���Q�����IJ��A�� �Q�����IJ��A��ָƫ�x�Q�����A����ı����ƫ�x�̶ȣ���������������ģ�Ҳ�������s�y�ģ�����Q������ƽ�沿�֏�(qi��ng)�Ȳ������Ƅ�(d��ng)�л��ܵ��ߜ؛_���r(sh��)׃�� ��(g��)��ׂ�(g��)�Q�����~Ƭ�ڼӹ����������(d��ng)��ͻ���Q������A���档����Q�������A�ȵ�ԭ��ɷֳɃɷN��r��һ�N���ڼӹ��Юa(ch��n)���ģ�����܇������܇�������У��a(ch��n)���Q�������A�ȵ�ԭ���Ў��c(di��n): ����(g��)܇��������֧�������(d��ng)���A�o����δ�A�o������̫�g�������ٶ�̫�� (���]���� 160 - 200m/min �������ٶ�)�������b�^������ƽ���c���D(zhu��n)�S����ƫ�ࡣҲ�����NJA�^�P�c��λ �F�^�]�����_���i����������܇���Č�(d��o)܉�����ƫб�� Ҳ�������Q������(n��i)�������c���S�ӹ����IJ����R�ȵȡ���һ�N�����R�_(d��)���\(y��n)���Юa(ch��n)���ģ����\(y��n)���Юa(ch��n)���Q�������A�ȵ�ԭ�����Ǿ�Ȧ�ܓp���Q����ƫ�ģ����x�e(cu��)�˓Q�����IJ��ϵȡ�ͨ���f����Q�����A�ȳ���϶���(hu��)�p��̼ˢ�ĉ�����

�X݆�Q�����c̼ˢ��Ħ����ʹ�Q�����\(y��n)�в���������(d��o)��̼ˢ�����Ե����(d��ng)�����\(y��n)�D(zhu��n)�У�ʹ�Q�����c̼ˢ�Ľ��|�����ԵĔ��_�����ڻ�늣���(hu��)ʹ̼ˢ�������ۣ���(j��ng)�^�ܶ̕r(sh��)�g���\(y��n)�У��Q�����IJ��A�Ⱦ͕�(hu��)���� �Ķ���(d��o)��̼ˢ�����ĥ�p�Ķ�ʹ�R�_(d��)�������Q������Ħ����ֱ��Ӱ�̼ˢ�ĉ�������(d��o)��̼ˢ��ĥ�p�ӿ죬�҂���(y��ng)ԓ���κ��O(sh��)Ӌ(j��)�ж��M����������
����˾�ṩ�����a(ch��n)Ʒ���X݆�R�_(d��)���X݆�ӹ���݆�U���͔[���݆�p�ٙC(j��)���o��׃�ٙC(j��)���X݆�Q������݆�p�ٙC(j��)���z�U�����C(j��)���X݆�ӹ����������ǜp�ٙC(j��)���p�ٙC(j��)����ӹ��������F�X݆�p�ٙC(j��)��б�X݆Ӳ�X��p�ٙC(j��)�������X݆�Q�����a(ch��n)Ʒ��Ϣ��(n��i)��Ո�鿴�W(w��ng)վ���W(w��ng)վ朽Ӂ��ԣ�http://www.keshi868.cn/clhxq/c232.html
��һƪ��݆�U���ձ�ʹ��С���R(sh��)


�ھ��ͷ�1:
�ھ��ͷ�2:
�̄�(w��)�ͷ�:
����(w��)�r(sh��)�g:
9:00-18:00(������)


